")
")
")
")
")
Biocide optimization in Oil&Gas water treatment [Download this white paper as PDF file]
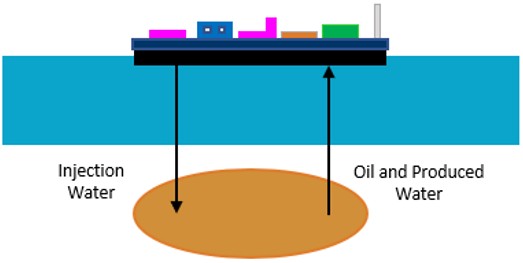
Oil and natural gas are key industries in the energy market, and they play a dominant role in the global economy. The operations of these industries are classified into three units: upstream, midstream and downstream. Upstream operations include the search for underwater and underground fields and the drilling aimed both at exploration and recovery. Midstream involves transportation and storage. Downstream refers to refining and purifying the extracted crude oil and natural gas. In the oil and gas industry, huge amounts of water are used for different purposes, especially in upstream operations. For instance, water injection is extensively applied in oil reservoir to maintain the pressure and drive oil towards the wells, thereby stressing the recovery from an existing reservoir. Seawater represents the most convenient source for offshore production facilities, and it may be pumped also inshore for use in land fields. In offshore fields, the volume of seawater injected exceeds 1,500,000 bbl/day. Water is also extracted along with oil and gas, as produced water (PW). The global volume of produced water is estimated at around 250,000,000 bbl/day, compared with about 80,000,000 bbl/day of oil.
As for all industrial applications dealing with massive amount of water, there is concern about microbiologically influenced corrosion (MIC). This phenomenon is caused by the presence and activity of some microorganisms on metal surfaces, that trigger or boost the corrosion of the metal itself. Microorganisms can influence the corrosion by means of different mechanisms: consuming oxygen, the cathodic reactant; increasing the mass transport of corrosion reactants and products; generating substances that serve as auxiliary cathodic reactants. MIC causes billions of dollars in damages each year just in the United States.
The injected water has a different composition than the one already in the reservoir. For instance, seawater contains large amounts of sulphate ion, which can result in sulphate scale formation. In the production well, scale deposit may significantly reduce oil extraction. Moreover, sulphates are the perfect substrate for anaerobic bacteria, that tend to form colonies on pipe surface. One of the main products of the activity of these bacteria is hydrogen sulfide (H2S), that will eventually end up in the reservoir, where sour fluids are produced. This process is known as “reservoir souring”. H2S is a poisonous gas with serious safety implications - it can cause catastrophic failure of pipelines from sulfide stress corrosion cracking or hydrogen-induced cracking. Expenses related to reservoir souring can be considerable, with an estimated 2% cost-increase for additional servicing.
The MIC control strategy usually applied consists of regular pigging, sulphate compounds removal, dissolved oxygen control and routine biocide treatment (see figure below). Seawater is collected and a broad-spectrum bactericide, usually chlorine based, is continuously dosed in the water, to achieve a minimum residual chlorine concentration of 0.5 ppm. The larger suspended solids, such as debris and hard-shelled marine organisms, are removed by means of coarse filtration and fine filtration. As mentioned before, to preserve the plant integrity sulphate compounds shall be removed from injection water. The Sulphate Removal Unit (SRU) is usually based on Reverse Osmosis, therefore chlorine must be neutralized (usually with sodium bisulfite) to preserve the integrity of the membranes, and a non-oxidizing biocide is fed to the system. At this point oxygen is removed, as the pipes where the water flows down to the wells are usually made of mild steel, which is prone to corrosion induced by oxygen reduction. Pigging is periodically performed, at least once per year, in order to remove deposit.
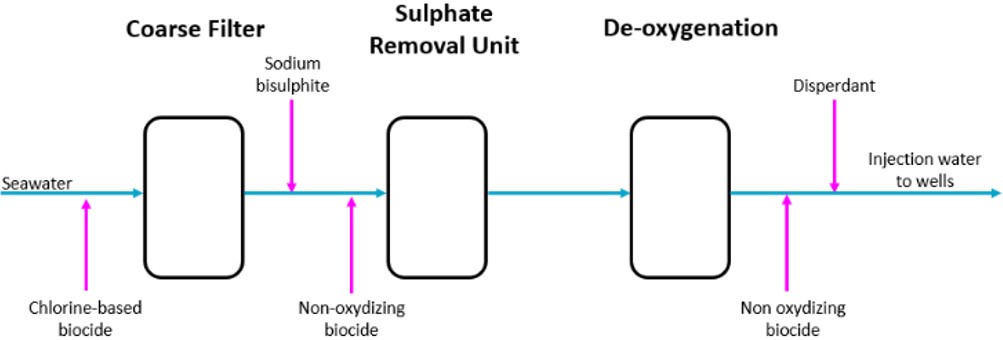
When oxygen is removed from water, the change in conditions from aerobic to anaerobic downstream the deaerator provide an environment where some anaerobic micro-organisms, such as sulphate reducing bacteria (SRB), can proliferate. To prevent their potentially disastrous impact on the integrity of carbon steel pipes, non-oxidizing biocides are usually dosed, together with dispersant. Typical non-oxidizing biocides in oil and gas industry are 2,2-Dibromo-3-nitrilopropionamide (DBNPA), Tetrakis(hydroxymethyl)phosphonium sulfate (THPS) and Glutaraldehyde. DBNPA is very effective in controlling the growth of both aerobic and anaerobic bacteria. However, it has been recognized to increase the metal redox potential, and thus accelerate pipe corrosion. THPS is a broad-spectrum biocide, it is easily biodegradable but also slightly corrosive. Glutaraldehyde is extensively used because of its high water solubility, low cost and non-corrosive behavior toward carbon steel. More information about biocides used in water treatment is available here.
Concerning produced water, the physical and chemical properties can widely vary depending on the location, geological formation and chemical additives used in the injection water. Produced water must be managed to be either reused or disposed following the on shore / off shore discharge regulations. Initially, the extracted mixture of oil and water is separated with filtration and floatation. The oil is sent to the midstream units, while the water passes through an activated carbon adsorption and a reverse osmosis step. Bacteria such as sulfate-reducing bacteria, iron-oxidizing bacteria and acid-producing bacteria are usually found in PW. Their presence can lead to corrosion, fouling and sulfide release, causing interruptions in production and harmful environmental impact. Microbial control aimed at MIC prevention - and thus pipelines preservation - and membranes integrity is therefore important in produced water too. Glutaraldehyde is usually dosed.
At this point, the importance of biocide treatment and its optimization is clear, both in injected and in produced water. If biocide treatment in injected water is too mild, then biofilm will proliferate, forming a hard-to-remove bacterial layer on surfaces in contact with the liquid. A rule of thumb is that, once it is formed, this slime requires 10 times or higher biocide concentration to be removed, compared to free-floating (planktonic) cells. In the worst case, biofilm can be up to 1000 times more resistant than planktonic microorganisms. Also, if microbial development is not controlled, the reservoir will sour increasing system fragility. On the other hand, biocides are expensive and can be hazardous to employees and environment, so they should not be fed in excess. Also, the more chemicals enter the well with injection water, the more chemicals will end up in produced water – thus, the higher the efforts and cost for removing them. Some studies tried to compare the effectiveness of biocide versus UV treatment and see if the physical treatment can be sufficient for controlling microbial growth. So far, it seems that UV alone are not effective enough, but they may be coupled with chemicals to reduce the amount of biocides entering the system.
Monitoring microbial activity help to dose the correct amount of biocide, based on the real needs of the process. Attempts have been made in developing models able to predict when system conditions are favourable for MIC. These models usually involve a first phase that predicts the time required for a sulphide film to develop, due to SRB activity. The presence of a sulphide film indicates that conditions exist for MIC, and that mitigation is required. Then, MIC severity is studied considering abiotic parameters such as the presence of dissolved oxygen, deposit amount (pigging frequency) and system age. These models may be useful in predicting the need of a biocide treatment and in selecting the most effective strategy for a given system.
Whether a model is applied or not, a typical strategy for quantifying bacteria is to periodically enumerate planktonic cells in the liquid bulk, by means of molecular techniques (like different kinds of PCR) or cATP quantification methods – as described more in details here. However, it is widely recognized that free-floating bacteria in the liquid represent only 10% of the total number of bacteria in a process - indeed, 90% of microorganisms in a system lives attached to surfaces, as biofilm. For sessile bacteria monitoring, some old fashioned and scarcely effective devices, based on coupon racks, are usually installed in a side stream (see figure below).
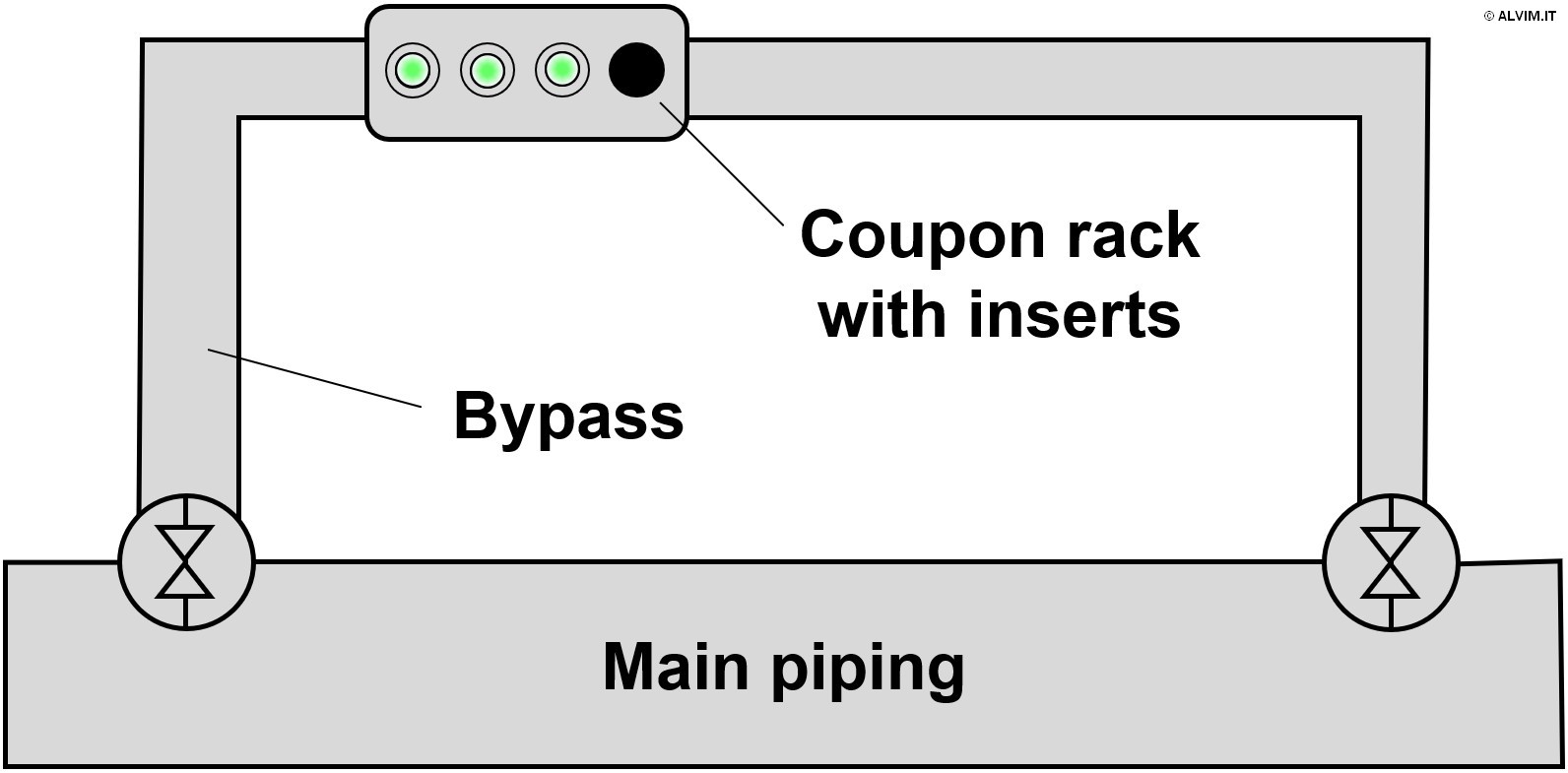
Coupons are periodically extracted (every one to six months) and biofilm is measured toghether with the eventual weight loss of coupon due to corrosion. Sessile bacteria population on the coupons is determined, and so is the population doubling time, by means of different techniques - a general strategy is to apply the biocide treatment at a frequency greater than the doubling time. This approach has many drawbacks. First, flow parameters differ between the main pipeline and the side stream, so the sessile population on the coupon may differ from the one in the main pipeline. Furthermore, since it is a periodic and not a continuous analysis, there is a blind spot between a sampling/analysis and the following one, where it is assumed that system conditions do not vary.
ALVIM first-in-class technologies for biofilm monitoring represent a powerful tool for detecting bacterial growth on surfaces, in oxic conditions. Thanks to the data provided by the ALVIM System, on line and in real-time, it is possible to manually or automatically adjust and optimize biocide treatments, checking at the same time the efficacy. In injection water systems, ALVIM probe can be applied upstream SRU to monitor biofilm growth and optimize biocide dosage. In this way, also sodium bisulphite feed will be optimized. To limit microbial proliferation downstream deaeretor, where conditions can be favourable for some bacteria, it is essential to keep the number of microorganisms entering the unit as low as possible. To this aim, the application of ALVIM Sensor can help to monitor and control the amount of microorganism in the flow entering oxygen removal unit. ALVIM Technology is also suitable for the optimization of produced water chemical treatment.
|
Do you have biofilm-related issues?
|